Тръбни огъвачи за профилни тръби: дизайн и независима продукция

Огъвачът на тръби е специално устройство от ръчен тип или производствена машина, предназначена да огъва тръба от различни материали под определен ъгъл. Серийните устройства се различават в принципа на работа и могат да имат различни видове устройства, но да работят с някое от тези устройства изисква известен опит.
Можете да използвате алуминий, хром, мед, обикновена и неръждаема стомана или пластмасова тръба с диаметър от 5 до 1220 mm или профил с различна секция. Ъгъл на огъване - до 180 градуса.


Устройство и цел
Правоъгълни, овални и квадратни тръби в секцията се наричат профили. Такава машина може да бъде изработена ръчно, закупена в магазин или на пазара на строителни материали. В тази статия ще разгледаме как да направите такова устройство със собствените си ръце.
При производството на кожух, оранжерия, козирка, метални мебели и други конструкции е за предпочитане да се използват огънати тръби, тъй като такива тръби имат плоски повърхности, което го прави удобно да се монтира покривният материал. В условията на живот не е лесно да се огъва тръбата без деформации и гънки.


Поради това се използва тръбен накрайник. В повечето случаи това устройство е оборудвано с хидромеханично или електромеханично задвижване. С негова помощ е възможно да се огъва тръбата под всякаква степен. За производството на части можете да огънете тръби на специални производствени механизми. Но като се има предвид високата им цена, по-добре е да съберете машина за огъване на тръби със собствените си ръце у дома. Монтажът се извършва от налични и често достъпни материали. Леката конструкция не заема много място в гаража или в двора.
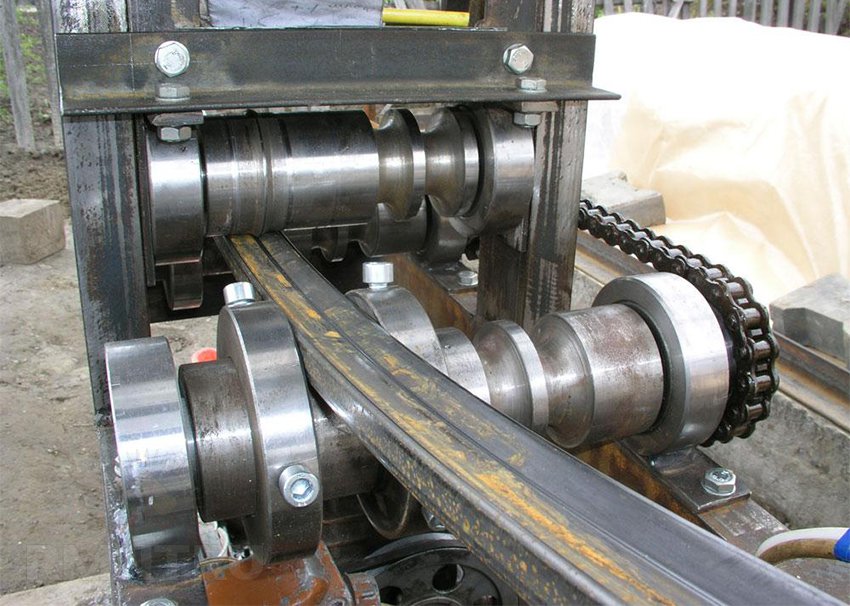
Основните части, използвани за тази машина, са валовете (ролките), лостът (гнездото), задвижващата верига, хидравличният цилиндър, оста на въртене, рамката на устройството. Рамката може да бъде затворена и отворена. Основният компонент на такова устройство се счита за хидравличен цилиндър, който изпълнява ролята на захранване. Принципът на работа на домашно изрязан тръбопровод е винаги един и същ - заготовката се поставя върху спиращите ролки, а в средата има спирачна ролка, която упражнява натиск върху тръбата, като я огъва до желания радиус.

Ролките установяват цилиндрични или жлебове, които зависят от размера и формата на обработвания детайл. При широк и плосък профил гладките ролки са удобни за използване, за да се използват високи и тесни ролки с водач на жлеба. Още по-търсени универсални ролки. Когато е необходимо, на тръбната основа са закрепени водещи релси. Този механизъм изисква разходите за физическа сила. За да се улесни работата на машини, оборудвани с хидравлични задвижвания. Освен това, те са оборудвани с електрически мотор-редуктори (червей с един червей). Изборът на вида на скоростната кутия зависи от диаметъра на тръбата. Такива допълнителни инсталации дават възможност за извършване на огъване.тръби с голям диаметър.


Принцип на действие
Наклонът на профилната тръба се осъществява съгласно принципа на валцуване или валцуване. За да огънете тръби от малък участък, могат да се използват прости методи, които не изискват създаването на сложен механизъм.
Те включват:
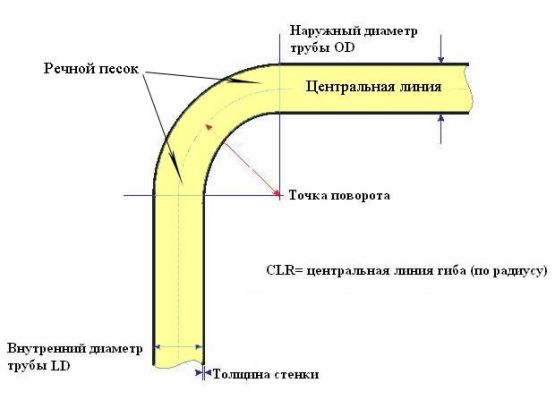
- Запълване с пясък. Вътрешността на подготвената тръба се напълва с фин пясък, предварително изсушен и пресяван. Отворите от двете страни са затворени с задръствания. Освен това тръбата се огъва в шарка с желаната форма. Ако е необходимо, мястото на гънката се нагрява с надуваем или газова горелка до зачервяване. Този метод е отнема време, има ниско качество и ниска точност.
- Пълнене с вода. За да огънете профил с вода, първо трябва да го замразите. Тръбата е запечатана в единия край със запушалка, напълнена с вода и поставена на студено. В никакъв случай двата края на тръбата не трябва да се затварят със запушалка, така че когато ледът се разшири, няма да счупи тръбата. След това замразеният профил се огъва, като се използва шаблон. Тази технология е подходяща за тънкостенни медни и алуминиеви тръби.

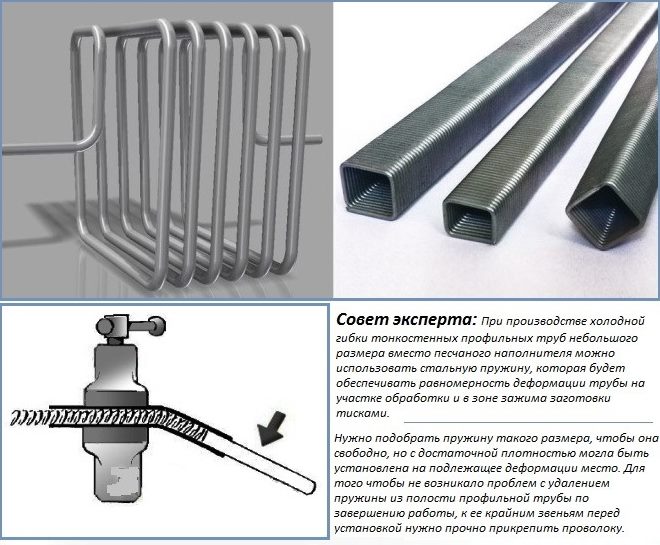
- Пролет. Преди това спиралата се огъва от металната тел, чиито размери са 3-5% по-малки от вътрешния профил. Пружината се поставя вътре и след като тръбата може да се огъне по прост начин, като използва шаблон.След завършване на работата пружината се изважда, изравнява и е възможно да се използва отново.
- Заваряване, рязане. Този метод се използва, ако радиусът на огъване е минимален и тръбата е дебела стена. От вътрешната страна на предвидения завой, според направените по-рано геометрични изчисления, сегментите се режат с помощта на мелница. Тръбата се накланя на желания радиус и свързаните страни на изрезите се заваряват с помощта на заваръчна машина. За естетически цели, заваръчните шевове се смилат чрез мелница.


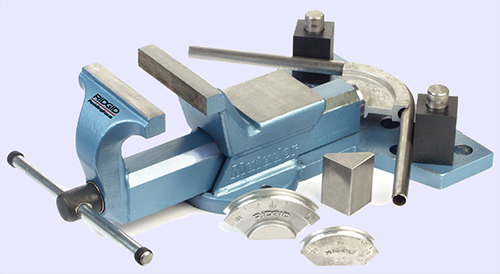
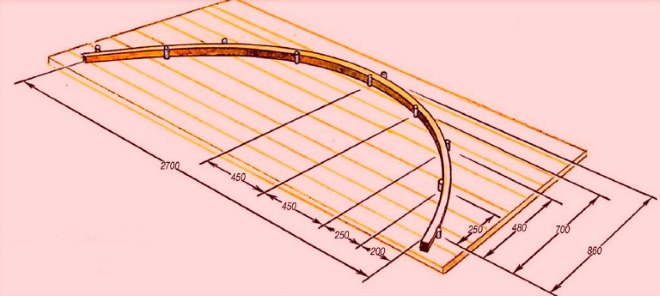
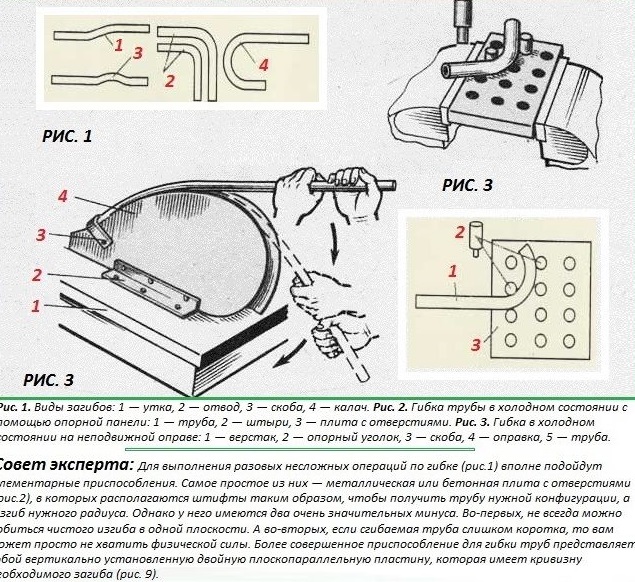
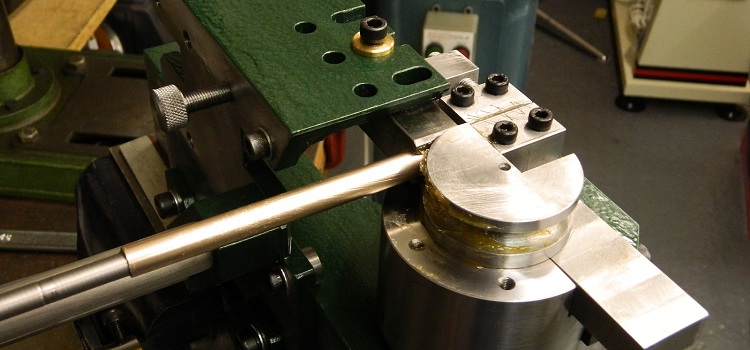
- Най-простият дизайн е огъване на тръби с помощта на шаблон. Този метод е предназначен за производство на заготовки от същия тип в големи количества. За производството на такива шаблони се използват дървени дъски с дебелина минимум 2-3 см. Ограничения (страни) от всеки материал се монтират по краищата на готовата проба, така че профилът да не се плъзга по време на работа. Закрепването на системата към пода или към която и да е равнина определя ударението за металния профил. След като сте я поставили между ударника и шаблона, леко натиснете на противоположния край, като осигурите равномерно налягане в цялата равнина.За да се улесни натискането на тръбата, се използва допълнителен лост, лебедка. Този метод е подходящ за профил с диаметър, не по-голям от 1 инч. Когато се използва по-голям профил вместо дървен шаблон, се използват заготовки за армиране, поддържащи желания радиус, те се фиксират в бетонна основа.

Предимството на този метод е неговата ниска цена и лекота на работа, но точността и качеството на обработваните детайли по време на обработката ще са ниски. Освен това, ще трябва да създадете нов шаблон всеки път, когато трябва да изкривите различен радиус. Тази опция е приложима и за огъване на алуминиеви и медни тръби.
Посочените по-горе методи работят с помощта на мускулна сила, поради което се използват само за тънкостенни профили с ниска якост. За тръби с по-голямо напречно сечение са необходими специални машини с електрически механизъм. Но това не означава, че е необходимо да се купи машина за производство без неуспех. Ръчната предавка е лесна за монтаж.

Видове машини
Съгласно изискванията за експлоатация съществуват фиксирани (стационарни) и ръчни машини.Стационарните структури се използват в по-голяма степен в заводите. Ръчно изработено устройство, направено със собствени ръце, е по-подходящо за домашна работа.
В зависимост от устройството има няколко типа устройства за огъване на тръби:
- хидравличен (приложен е хидравличен жак). Има стационарни и ръчни. Огънете тръби с диаметър до 3 инча. Такива машини се използват в специални отрасли и могат да извършват впечатляващо количество работа.
- Механична. Налягането се формира ръчно с помощта на главния винт или лост.
- Електротехника. Огъването се извършва за сметка на електрическия мотор), подходящ за огъване на тръби - както с тънки, така и с дебели стени. Благодарение на електрониката се правят точни изчисления на ъгъла на огъване. Такива тръби нямат деформации.
- Електро. Хидравличният цилиндър се задвижва от електродвигател.



Машините за огъване на тръби според способността за огъване на тръбите са разделени на механизми, работещи с тръби, чийто диаметър е до 16 мм, 20 мм, 32 мм, 50 мм, 76 мм.
Да се огъва тръбата по различни начини.
В тази връзка огъвачите по метода на огъване се разделят на:
- Сегмент.Те се доставят със специално устройство, което едновременно дърпа и огъва детайла под прав ъгъл около сегмента.
- Изглед на арбалет с машина. Оборудван със специален механизъм, състоящ се от огъващ елемент.

- Пролетни устройства. Оборудван с пружини. На такива машини е възможно да се обработват метални части.
- Копка. Състои се от водач, който е поставен в тръбата преди да започне работа. Такъв елемент с дорник предпазва детайла от деформация и сплескване. Тази машина се използва при производството на автомобилни тръби и за огъване на алуминиеви тръби.
- Без мъх Огъването се извършва чрез навиване на частта върху огъващата ролка.

Дължината на заготовката, която трябва да бъде огъната, използва устройства от два вида:
- лостови машини;
- търкалящи устройства.
Устройствата тип "лостов" се считат за най-често срещаните. Също така в индустриалната продукция се предлагат газови и газови тръби. Принципът на действие на такива машини се състои от две водещи ролки и манометър (дорник). Този механизъм позволява да се извършва студена обработка на кръгли метални тръби на малки площи.Благодарение на малкия си размер, огъвачът на арбалет се счита за най-разпространеното средство сред професионалните инсталатори на технически комуникации. Устройството получи своето име поради факта, че дизайнът е подобен на арбалет.
Но този вид метод води до тръба до справедливо разтягане по външния радиус на огъване, което влияе върху намаляването на дебелината на стената и нейното разрушаване. По-специално методът на арбалет не е подходящ за огъване на тънкостенни тръби.

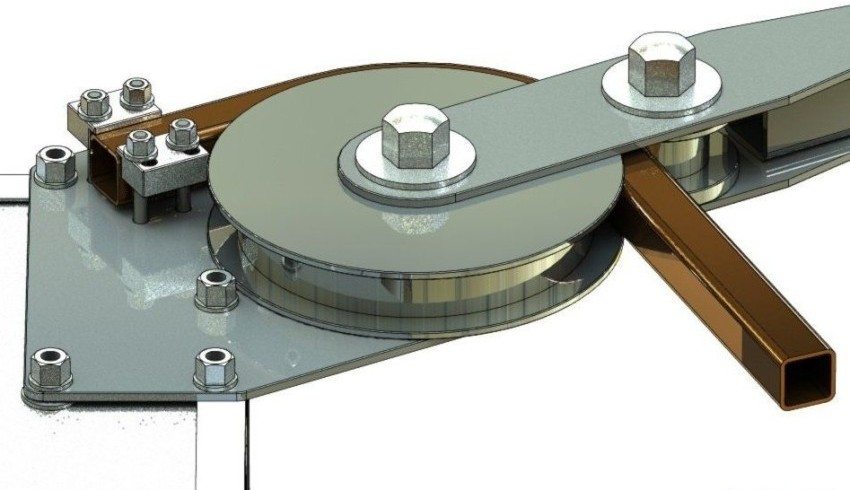
За производството на значителен брой монотипични части с малък радиус на огъване е възможно да се използва тръба за оголване на охлюви. Това устройство се състои от две ролки (колела) с различен диаметър, фиксирани върху валовете. Чрез закрепване на единия край на тръбата към колелото, ролката с най-малкия диаметър (главното колело) притиска обработвания детайл, като в същото време валцира валяка над обработваната част. Поради това, което тръбата се огъва по повърхността на голяма ролка, придобивайки нейната форма. Единственият недостатък на този метод е невъзможността за извличане на криви с по-голям радиус.
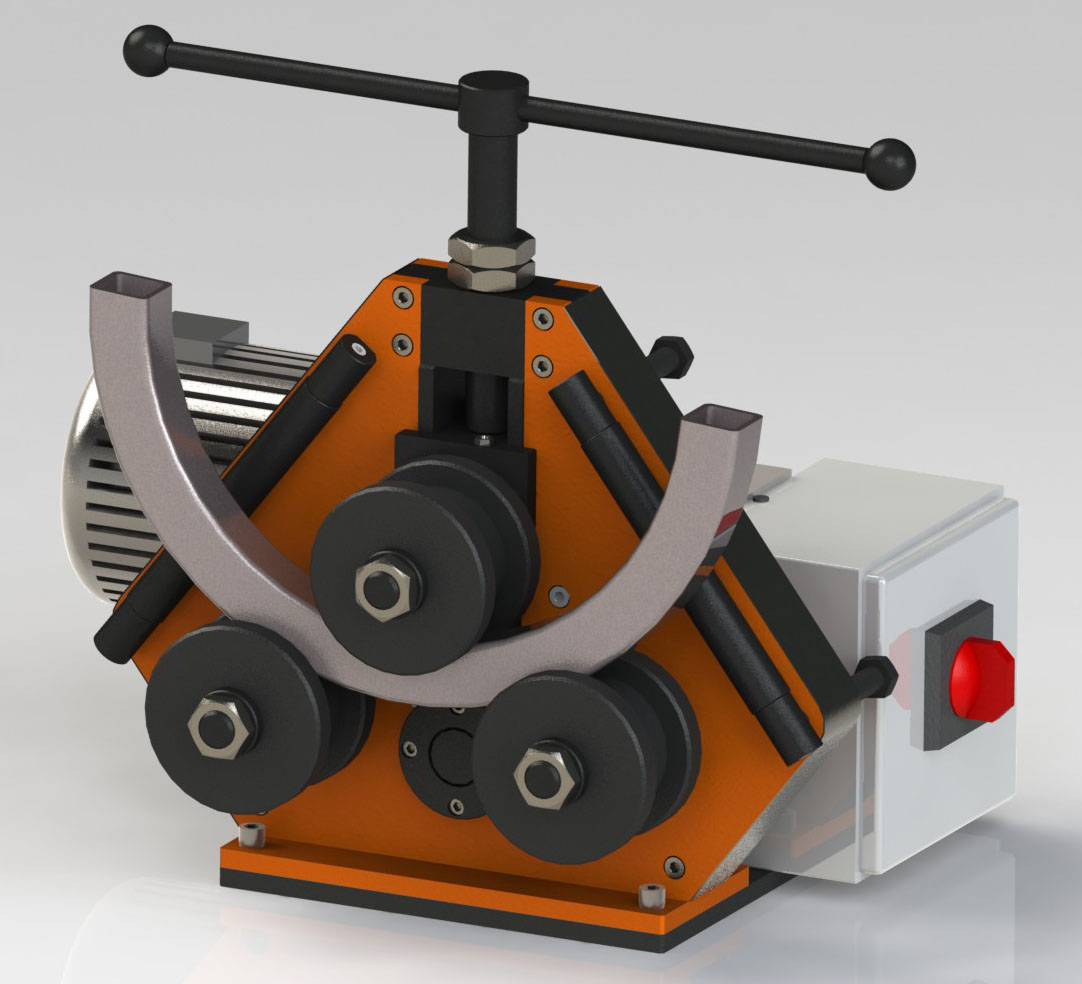
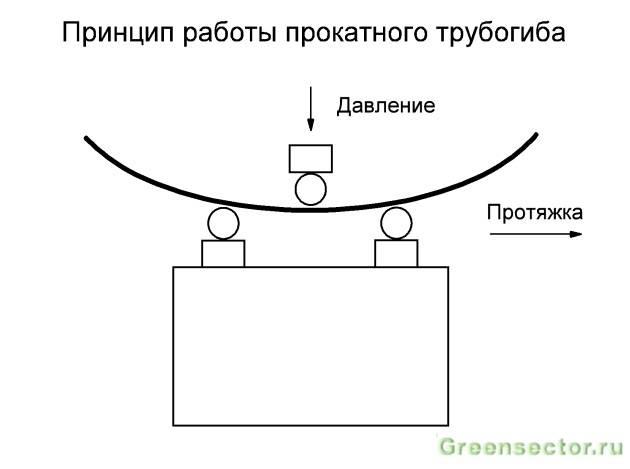
Практични и гъвкави при работа са валцовъчните (огъващи) машини, ръчна изработка, в която можете да регулирате ъгъла на деформация на метална тръба. Най-простата система на валцоващата машина се състои от основа и задвижващ вал, закрепени върху нея, разположени на известно разстояние един от друг. Налягането се упражнява върху тръбата чрез подвижен валяк и изтеглянето му се извършва чрез въртене на главните валове. Когато създавате малки радиусни завои, ще трябва да завършите 50-100 писти. За да избегнете деформация, трябва да премествате продукта със същата скорост. Сглобяването на търкалящия механизъм независимо в домашната среда ще бъде трудно, тъй като ще се наложи завъртане и заваряване.


Необходими инструменти и материали
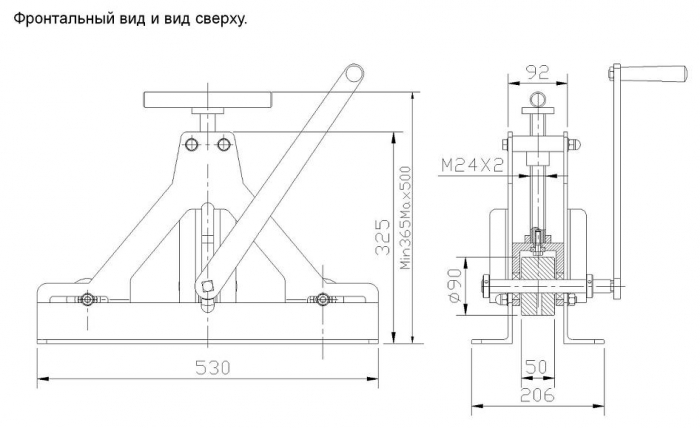
Първо трябва да разработите правилната схема (чертеж) с точни измервания и необходимите материали. Преди да сглобите машината, ние определяме кой радиус на огъване на профила ще бъде по-необходим. Въз основа на това изберете размера на работното колело.
При изготвянето на рисунката на домашна машина трябва да се придържате към основното правило - якост и лекота на конструкцията. Ще са необходими и следните електрически инструменти: машина за заваряване, отвертка, българска, режеща и шлифовъчна колела, чук, зъб, тренировка.

Схема за строителство
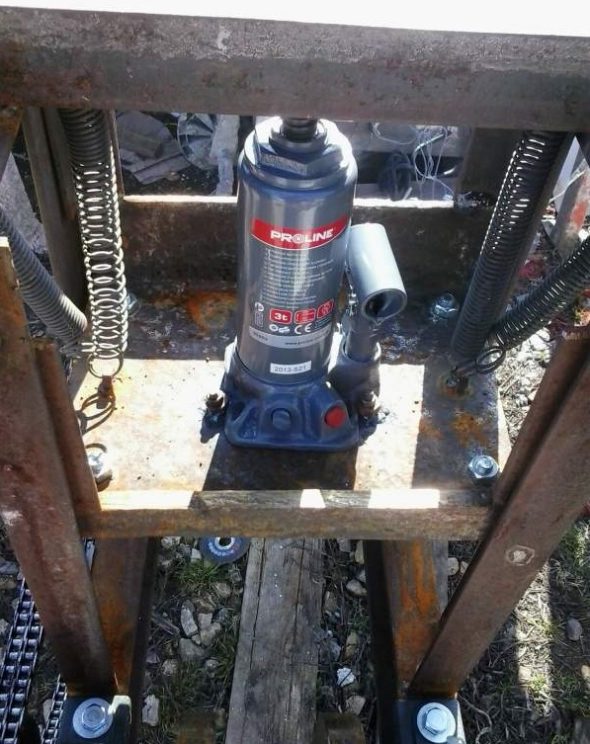
Възможно е да се изгради хидравлична машина за точково огъване от 2 части на канал, 4 ъгъла и 2 части от пръстите от траекторията на трактора. Наклонът на тръбата осигурява обичайния хидравличен лост (с мощност) най-малко 5 тона. На нея е монтирана метална "обувка". Тя може да бъде поръчана и закупена от стругар или извлечена от старата ролка. Широчината на "потока" трябва да съответства на географската ширина на профила. Срязвайки половината от ролката и пробивайки гнездото в нея за вилковия прът, получаваме хидромеханична задвижваща система. Основата на домашно машината е 4 ъгъла (рафт 60-80 мм), които са закрепени към металната плоча. Два канала са заварени към горните ъгли синхронно. Отворите са симетрично пробити в стените на каналите, за да се регулира ъгъла на завоя на заготовката.
Такава машина е много лесна за използване. В дупките в канала са поставени 2 метални пръста и поставени върху тях валяци спира. Джакът с обувка се повдига по такъв начин, че между него и стоповете може да се постави профил. След монтажа тръбите действат върху дръжката на жака, образувайки желаното огъване.

Надуваемият тръбопровод може да бъде проектиран със собствените си ръце. За да го изградите, ще ви трябва два линейни метра на канала (стена 15-20 см), която ще бъде багажникът и основата. За валяци можете да използвате 6 малки метални тръби, които ще служат като държач за лагери. По тази причина вътрешният размер на тръбата трябва да съответства на външната стойност на лагера. След като машината за завъртане прави валове за огъване на ролки, преминете към монтажа на леглото.
Поради въртенето на дръжката, закрепена към вала на междинния ограничител, профилната тръба се огъва. Възможно е да се настрои радиуса на огъване на профила, като се използва накланянето на люлеещия се канал и ролките, разположени по протежение на ръбовете. За тази цел ролките не са заварени към рамката, но са направени плъзгащи. Хидравличният жак може да бъде заменен с автомобил.
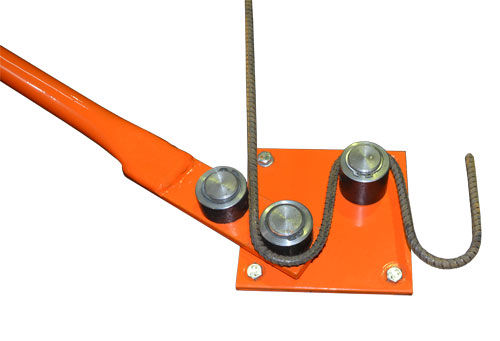
За най-простата машина ще са необходими следните елементи:
- жак;
- силни извори;
- стоманени профили за монтаж на рамки;
- ролки (валове) - три броя;
- задвижваща верига.
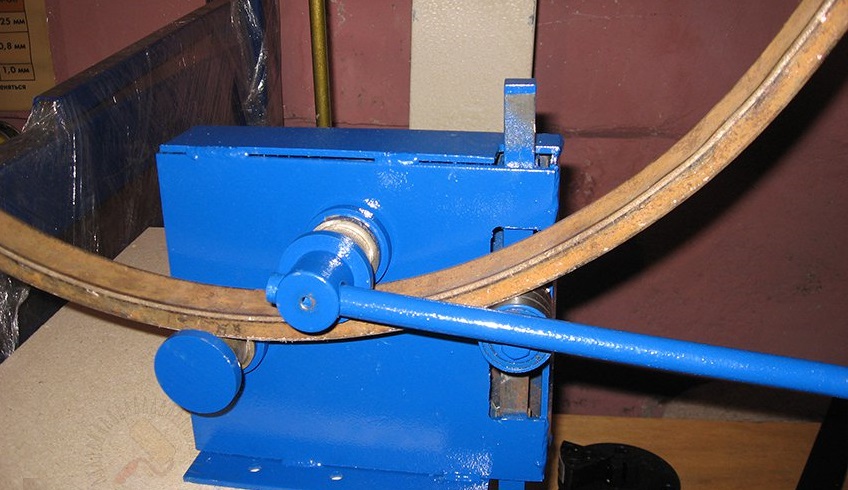
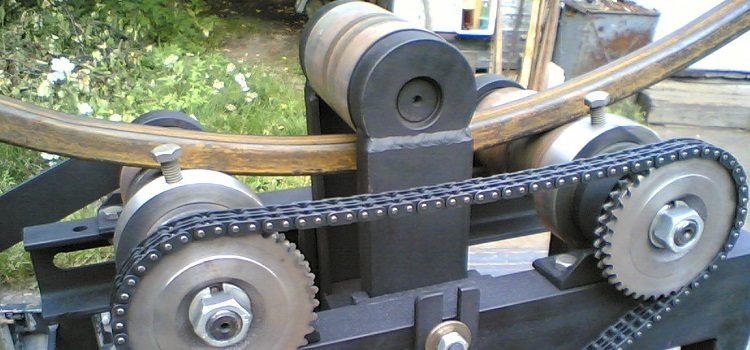
След това събирайте устройството. Инсталираме здрава рамка, чиито части са свързани чрез заваряване или болтове. Съгласно чертежа, задайте оста на въртене и ролки.Валовете са фиксирани по такъв начин, че двата външни вала са разположени над средната, образувайки дъга. Разстоянието между ролките определя радиуса на огъване на профилната тръба. За работата на такъв механизъм се използва верижна трансмисия, която се състои от три предавки и стара верига (резервни части от автомобил, мотоциклет или друго оборудване). За да приведете цялата сглобена система в действие, ще ви е необходима дръжка, която се прикрепя към един от валовете и създава необходимата ротационна сила.


Машината за огъване на профилната тръба може да бъде създадена и ръчно. За този механизъм леглото се състои от канал с дължина 77 и височина 10 см.
Сглобяваме конструкцията според инструкциите:
- От металната лента с ширина 5 милиметра 4 основни щандове се изрязват за малки валове, профилът ще се движи по тях. В горния край се изрязва отвора за оста на въртене на ролките. Размерът на стелажите - 5 * 10 см.
- Рафтовете са закрепени към канала с машина за заваряване, като се поддържа разстояние от 30 см. Ролките за валове могат да бъдат намерени на пазара на строителни материали.
- След това плоча под машината се изрязва от метален лист с дебелина 8 мм. Размерът на плочата е 25 х 25 см.На плочата се поставя централна ролка, чрез завъртане, при което профилът ще се движи.
- В краищата на плочата се поставят ленти от дърво с ширина 10 мм, които са закрепени със супер-лепило. Така че при завъртане на ролката не се улавя плочата, имаме нужда от тези опори.


- За да монтирате ролката, ще ви трябват 2 лагера, на чиято дълбочина ще се върти оста на вала. Лагерите са фиксирани с болтове в отворите, пробити от вътрешната страна на опорите.
- След това е необходимо да направите 4 щандове с дължина 40 см, като използвате 50-ия ъгъл и ги фиксирате върху ръбовете на плочата с главния вал чрез заваряване, като го закрепите на кантата на машината. Пластината се поставя в централната част на колоните, като се поддържа разстояние между осите на ролките, равно на размера на профила, с който планирате да работите.
- Щепселите са изрязани от 8 мм метален лист, заваряването им е прикрепено към горния фрагмент на стелажите. След това трябва да направите табела под капака на машината, в която е монтиран регулиращият винт. От вътрешната страна на плочата се пробива отвор, съответстващ на диаметъра на използвания винт.


- Втулките са пробити отвори за болтове (диаметър 10 мм) и капакът е закрепен в стелажите.
- В отвора на капака се нарязва нишка и петата се завинтва, в средата на която затягащият винт се върти.
- На плочата, която е външен винтов ограничител, се заварява ъгъл от 15 мм. В ъгъла под винта е пробит отвор, синхронна ос на петата. В отвора се нарязва правилна резба.
- Остава да прикрепите дръжката на главния вал и да го фиксирате към оста на ролката. Дръжката може да бъде направена от вентила от щорите или парче армировка с желаната дължина.


Технология на монтажа
За да се предпази сглобената конструкция от влага, тя е покрита със специално решение, което предпазва от ръжда и след това се боядисва. При хидравлични машини е възможно да се извърши огъване на профилна тръба от различни материали и дебели стени. Извършете подобна процедура, възможна за студена и гореща (предварително нагрята тръба) метод. Целта на горещия метод - тръбата се нагрява навън или в тръбата се подава горещ въздух, което увеличава неговата пластичност, съответно индикаторите за качество на огъване се увеличават. Студено - този метод е прост, той се използва за пластмасови тръби.
Преди огъването такива тръби се пълнят със сол, масло, пясък, вода, което позволява да се произведе най-висококачественото огъване, без да се повреди значително тръбата.

Полезни съвети
- Сменяемите ролки от различни типове ще осигурят възможност за работа както с профилната, така и с кръглата.
- За да бъде механизмът за огъване най-многофункционален, за предпочитане е тласкащите ролки да бъдат подвижни. Поради това е възможно да се промени радиуса на счупването на тръбата.
- Ако огъването се извършва с помощта на шаблон, за да може тръбата да приляга плътно към пробата, възможно е да използвате железни куки за спирачката.
- Ако профилната тръба трябва да бъде огъната под най-големия радиус, тогава е по-правилно да използвате тривалцова тръба.
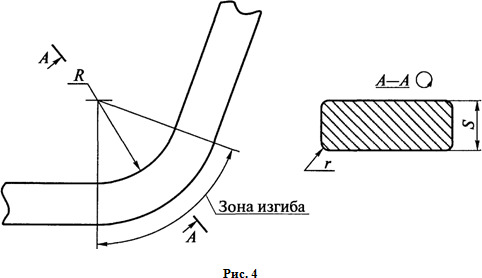
- Трябва да се помни, че на мястото на огъване профилът губи сила. Поради тази причина, ако се използват ъгли, по-близки до 90 градуса, по-правилно е да изрежете тръбата и, при заваряване, да й дадете желания ъгъл на наклона.


- Към всяка фабрична машина е приложено подробно ръководство за употреба, в което са посочени всички характеристики и технически данни на устройството. За да може машината да работи дълго време и без повреди, е необходимо да се запознаете с инструкциите преди да започнете работа.
- Не забравяйте и личните предпазни средства.По време на работа с мелницата е необходимо да се използват очила или предпазен щит и да се правят заварени случаи в специални дрехи, ръкавици и маска за заваряване.
В следващия видеоклип ще намерите пълни инструкции за монтаж на тръбна блендер у дома.



















